
Våt eller torr: Det direkta svaret för att slipa en motorcykelcylinder
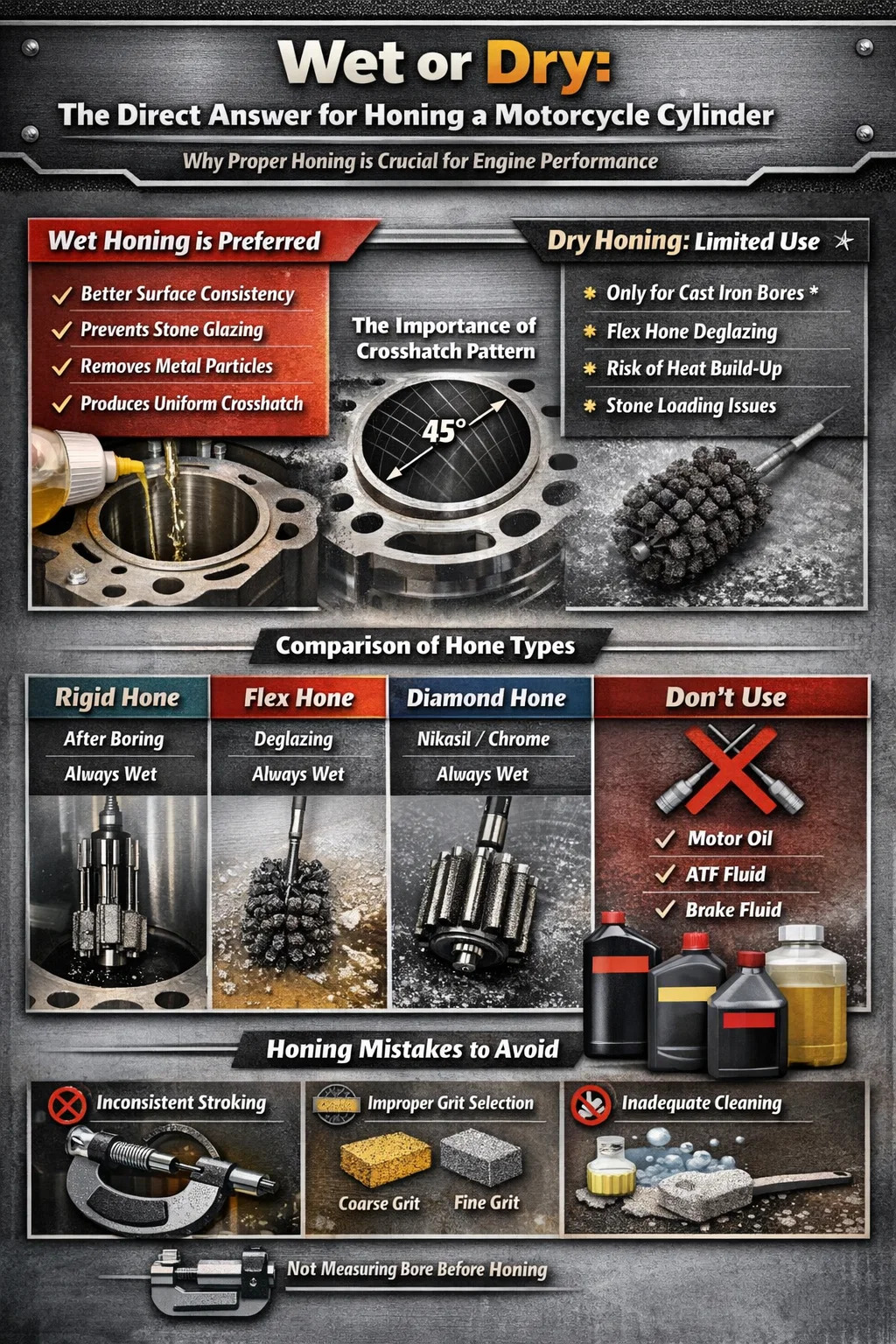
Vid slipning av en motorcykel cylinder , våtslipning är den rekommenderade metoden i de flesta situationer . Att använda honingolja eller ett lätt petroleumbaserat smörjmedel under processen tar bort metallpartiklar, håller skärningen ren, förhindrar glasering på de slipande stenarna och ger ett mer konsekvent kryssmönster på hålets vägg. Torrhoning används endast i mycket specifika scenarier - vanligtvis med vissa flexibla borsthones på gjutjärnshål - och även då föredrar erfarna maskinister ofta åtminstone en lätt dimma av smörjmedel.
Det här svaret är viktigt eftersom att få det fel direkt påverkar hur väl ditt kolvringar säte. Ett dåligt slipjobb på en motorcykelcylinder leder till oljeförbrukning, dålig kompression, för tidigt ringslitage och en motor som aldrig riktigt går som den ska. Oavsett om du bygger om en 1-cylindrig 250cc trail-cykel eller en V-twin med stor borrning, är det inte förhandlingsbart att förstå bryningsprocessen i detalj.
Vad honing faktiskt gör med en motorcykelcylinder
Honing är en slipande bearbetningsprocess som förfinar den inre ytan av ett cylinderhål. Det tjänar två primära syften: att korrigera mindre geometriska defekter som lämnats av borrning, och skapa en specifik ytstruktur – kryssmönstret – som håller motorolja och låter kolvringarna sitta ordentligt mot hålets vägg.
När en motorcykelcylinder borras ut för att acceptera överdimensionerade kolvar, eller när en begagnad cylinder rekonditioneras, lämnas borrytan med en relativt grov finish från borrstången. Honing förfinar den ytan till ett exakt medelvärde för grovhet (Ra), vanligtvis mätt i mikrotum eller mikrometer. De flesta motorcykelcylindertillverkare anger ett Ra-värde för färdigt hål mellan 15 och 30 mikrotum (ungefär 0,38 till 0,76 mikrometer) för konventionella gjutjärn eller kromfodrade hål, även om Nikasil och keramiska kompositfoder har snävare specifikationer.
Korsningsvinkeln är lika viktig. En 45-graders krysslucka - vilket betyder att skärmärkena skär varandra i ungefär 45 grader på varje sida - är industristandarden för de flesta fyrtaktsmotorcykelmotorer. Denna vinkel skapar mikrokanaler som fördelar oljan jämnt över hålet medan ringarna glider upp och ner, förseglar förbränningsgaserna samtidigt som det förhindrar att överflödig olja kommer in i förbränningskammaren.
Termer för ytstruktur du behöver veta
- Ra (Roughness Average): Ytans genomsnittliga avvikelse från en perfekt plan linje, mätt i mikrotum eller mikrometer. Detta är den vanligast citerade specifikationen.
- Rz (Genomsnittligt grovhetsdjup): Genomsnittet av de fem högsta topparna och fem djupaste dalarna över en uppmätt längd. Mer relevant för ringsittningsbeteende.
- Rk (Core Roughness Depth): Används i platåslipningsspecifikationer — detta värde påverkar oljeretention utan att öka ringslitaget.
- Korsstreckningsvinkel: Vinkeln vid vilken slipstenar lämnar märken på borrväggen. För grunt bromsar ringens sittplatser; för brant orsakar överdriven oljeförbrukning.
Varför våtslipning överträffar torrslipning för motorcykelcylindrar
Kemin och fysiken bakom våtslipning förklarar varför smörjning gör så stor skillnad. När slipande stenar skär metall utan smörjning uppstår flera problem snabbt.
Värmeuppbyggnad förstör ytans konsistens
Torr honing genererar värme genom friktion. Även vid måttliga borrhastigheter - typiskt 300 till 500 rpm för en motorcykelcylinderborrning - kan torrslipning höja hålets yttemperatur tillräckligt för att orsaka inkonsekvent nötning. Metall expanderar när den värms upp, vilket innebär att håldiametern du mäter mellan slagen inte är samma diameter som hålet återgår till vid rumstemperatur. Detta är särskilt problematiskt i aluminiumcylindrar, som har en högre termisk expansionskoefficient (ungefär 23 × 10⁻⁶/°C) jämfört med gjutjärn (ungefär 11 × 10⁻⁶/°C). En temperaturökning på 50°F (28°C) i ett aluminiumhål kan orsaka dimensionsförändringar på 0,001 till 0,002 tum — tillräckligt för att förstöra specifikationer för snäva kolv-till-väggspel.
Metallpartikelladdning täpper till honen
När honen sliter på cylinderloppet frigörs små metallpartiklar. Utan smörjning för att föra bort dessa partiklar, blir de inbäddade i de slipande stenarna - en process som kallas lastning. En laddad hone skär inte längre rent; istället polerar den ytan och smetar ut metall över hålet istället för att skära av det. Detta ger en yta som ser slät ut men som har dåliga oljeretentionsegenskaper. När kolvringar kommer i kontakt med en polerad borrning kan de inte bryta in ordentligt eftersom det inte finns några mikrodalar för att hålla olja under den inledande högfriktionsperioden.
Våtslipning ger en mer enhetlig korsstämpel
Honingolja fungerar både som kylvätska och skärvätska. Det minskar friktionen mellan stenarna och hålet, vilket gör att slipmedlet skär konsekvent under hela slaget. Resultatet är en mer likformig streckningsvinkel och ett mer konsekvent Ra-värde från toppen till botten av hålet. Studier som jämför våta och torra honingsresultat visar genomgående att våtslipade hål uppnår snävare Ra-toleranser, med variationer på ±2 till ±3 mikrotum jämfört med ±6 till ±10 mikrotum för torrslipade hål under samma förhållanden.
När torrslipning är acceptabelt
Det finns snäva situationer där torr honing används eller tolereras. En flex-hone (kulhone eller "flaskborste" hone) som används på ett gjutjärnshål för en snabb avglasningsoperation - inte för betydande materialborttagning - kan ibland användas torrt eller med minimal smörjning. Den mjukare karaktären hos gjutjärn och den flexibla, självcentrerande designen av borstslipen gör den något mer förlåtande. Men även i detta scenario applicerar de flesta professionella motorbyggare åtminstone en lätt spray av WD-40, fotogen eller dedikerad honingolja innan flex-honen körs eftersom resultatet är mätbart bättre med smörjning än utan.
Typer av hones som används på motorcykelcylindrar
Alla slipverktyg är inte lika, och den typ av hone du använder förändrar både din teknik och dina smörjkrav. Motorcykelcylindrar finns i ett brett utbud av håldiametrar — från cirka 38 mm på små tvåtaktsmotorer till över 100 mm på V-twins med stora slagvolymer — och slipverktyget måste matcha hålstorleken och jobbet.
Styva honingsstenar (fjäderbelastad hone)
Detta är den vanligaste typen i verkstäder för bil- och motorcykelmotorer. En styv hone består av två eller tre slipstenar monterade på fjäderbelastade armar som trycker mot borrningsväggen under kontrollerat tryck. Stenarna finns i olika korn - vanligtvis från 80 till 400 korn. Grovare korn (80–120) används vid borttagning av material efter borrning, medan finare korn (220–400) används för efterbehandling och framställning av det slutliga streckmönstret.
Styva hones kräver en styv borr eller honingmaskin som bibehåller konsekvent varvtal och slaghastighet. För motorcykelcylindrar använder de flesta tekniker en elektrisk borrmaskin vid cirka 300–450 rpm kombinerat med en slaghastighet som ger 45-graders streckmarkeringar. Formeln är enkel: slaghastighet (tum per minut) = RPM × hålets omkrets × tan (kryssningsvinkel/2) . För en borrning på 90 mm vid 400 varv/minut som riktar sig till en 45-graders krysslucka, blir detta ungefär 45–55 slag per minut.
Flex-Hone (Ball Hone eller Brush Hone)
Flex-hone är ett flexibelt skaft med slipkulor fästa i intervaller. Den är självcentrerande och följer borrningen naturligt, vilket gör den förlåtande för gör-det-själv-mekaniker som inte har en styv honingfixtur. Flex-hones utmärker sig vid avglasning - att ta bort den glaserade, härdade ytan från en använd cylinderborrning - och är effektiva för att producera en platå-slipad yta på hål som redan är inom specifikationen dimensionellt.
Tillgängliga korn för flexhones sträcker sig från 60 till 800. För de flesta motorcykelcylinderavglasningsjobb är en 240-korns eller 320-korns flexhone lämplig. Flex-hones ska alltid användas våt — Tillverkaren Brush Research Manufacturing (tillverkare av varumärket Flex-Hone) anger uttryckligen i sin produktdokumentation att honingolja eller WD-40 alltid ska appliceras under användning.
Diamantslipnings
Diamantslipverktyg använder industriella diamantslipmedel istället för konventionella stenar av aluminiumoxid eller kiselkarbid. De används främst på hårda beläggningar som Nikasil (nickel-kiselkarbid), keramiska kompositer och kromhål som snabbt skulle förstöra konventionella slipstenar. Diamanthones används nästan uteslutande våta, och valet av smörjmedel är viktigare här - petroleumbaserade oljor kan reagera dåligt med vissa diamanthone-bindemedel, så vattenlösliga skärvätskor är ofta att föredra.
Jämförelse av sliptyper för motorcykelcylindrar
| Finslipa Typ | Bästa användningsfallet | Smörjning krävs | Skicklighetsnivå | Materialborttagning |
|---|---|---|---|---|
| Stel (fjäderbelastad) | Efter tråkig, fullständig återuppbyggnad | Alltid blöt | Medel-avancerat | Måttlig till hög |
| Flex-Hone (Ball Hone) | Avglasning, platåfinish | Alltid blöt | Nybörjare – Medel | Låg |
| Diamond Hone | Nikasil, krom, hårda beläggningar | Alltid blöt (water-soluble preferred) | Avancerat | Låg to Moderate |
| Plateau Hone (CBN) | Prestandafinish, racermotorer | Alltid blöt | Avancerat | Mycket låg (endast efterbehandling) |
Att välja rätt slipsmörjmedel för motorcykelcylinderarbete
Alla smörjmedel fungerar inte lika bra för slipning. Fel olja kan förorena hålet, bryta ned de slipande stenarna snabbare eller störa skärningen. Här är en praktisk uppdelning av vad som fungerar och vad du bör undvika.
Dedikerad Honing Oil
Produkter som Sunnen Honing Oil, Goodson Honing Oil och liknande specialutformade produkter är guldstandarden. Dessa oljor är speciellt framtagna för att ge rätt viskositet, skärvätskeegenskaper och smörjförmåga för slipande bearbetning. De spolar ut metallpartiklar ur skärzonen, minskar stenbelastningen och lämnar inga föroreningar som stör efterföljande motormonteringssteg. Om du gör något seriöst motorcykelcylinderarbete - oavsett om det är på en tvåtakts 125cc eller en 1200cc cruiser - är dedikerad slipolja det korrekta valet.
Fotogen eller mineralsprit
Fotogen (paraffinolja) är den mest använda fältersättningen för dedikerad honingolja, och den fungerar ganska bra. Dess låga viskositet gör att den kan tränga in i skärzonen och effektivt transportera bort metallpartiklar. Många professionella maskinister har använt fotogen i decennier med genomgående goda resultat. Mineralsprit fungerar på liknande sätt. Ingen av dem är lika effektiv som specialtillverkad slipolja, men för en gör-det-själv-mekaniker som finslipar en enda motorcykelcylinder en gång med några års mellanrum är skillnaden i slutlig borrningskvalitet marginell.
WD-40
WD-40 används i stor utsträckning som ett honningssmörjmedel för flex-hone (kulhone) applikationer. Den är lätt, penetrerar väl och är lättillgänglig. Det är ett acceptabelt alternativ för avglasningsjobb. WD-40 är dock inte en skärvätska - det är i första hand ett vattenträngande smörjmedel och lätt korrosionsinhibitor. För tyngre materialborttagning med styva hones ger den inte tillräckligt med smörjning för att förhindra stenbelastning, och dess lätta film kanske inte kyler skärzonen tillräckligt.
Vad man inte ska använda
- Motorolja: För trögflytande och lämnar rester som förorenar hålets yta, vilket kan störa ringens placering.
- Transmissionsvätska (ATF): Innehåller friktionsmodifierare och tillsatser som kan täppa till slipstenar och lämna föroreningar på ytan.
- Bromsvätska: Hygroskopisk och kemiskt aggressiv — det kommer att skada gummikomponenter i närheten och kan angripa aluminium om det inte tas bort helt.
- Enbart vatten: Orsakar blixtrost på gjutjärnshål nästan omedelbart efter slipning, vilket förstör den nypreparerade ytan.
- Skärolja (mörk sulfuriserad): Svavelföreningar i mörka skäroljor kan reagera med kopparlegeringar som används i vissa motorlager och lämna fläckar på aluminiumhål.
Hur man finslipar en motorcykelcylinder: steg-för-steg-process
Att slipa en motorcykelcylinder korrekt kräver uppmärksamhet på detaljer, rätt verktyg och tålamod. Denna process förutsätter att du gör ett avglasnings- eller lätt återbeläggningsjobb på ett cylinderhål av aluminium eller gjutjärn som ligger inom dimensionsspecifikationerna – inte en fullständig omborrning, vilket kräver maskinverkstadsutrustning.
Verktyg och material som krävs
- Flex-hone (kulhone) i rätt diameter - vanligtvis 1–2 mm större än hålets diameter för korrekt fjäderspänning
- Elektrisk borrmaskin med variabel hastighet som kan hålla 300–500 rpm
- Honingolja, fotogen eller WD-40
- Rengör luddfria trasor
- Varmt tvålvatten och en borrborste för efterslipning
- Boremikrometer eller urborrningsmätare
- Förstoringsglas eller räckvidd (valfritt men rekommenderas)
- Rengör monteringsolja (för hålskydd efter honing)
Steg 1: Mät hålet före slipning
Innan du rör vid honen till cylindern, mät hålets diameter på flera ställen - minst tre djup (nära toppen, mitten och botten av ringens rörelsezon) och vid två vinkelräta axlar på varje djup. Detta identifierar eventuellt avsmalnande eller orundat tillstånd. Om hålet är mer än 0,002 tum (0,05 mm) ur rund eller avsmalnande, räcker det inte med en avglasyr med en flex-hone - cylindern behöver borras först.
Steg 2: Säkra cylindern
Montera cylindern säkert i ett skruvstäd med mjuka käftar, eller kläm fast den på en arbetsyta. Cylindern får inte röra sig under honing - varje gungning eller växling ändrar honens bana och ger ojämn hålgeometri. För små encylindriga motorcykelmotorer kan hela cylinderkannan vanligtvis placeras direkt i ett vadderat skruvstäd. För större flercylindriga motorer kan enskilda cylindrar behöva monteras på en fixturplatta.
Steg 3: Applicera Honing Oil fritt
Applicera ett generöst lager av honingolja på både flex-hone och borrväggen. Var inte snål - du vill att hålet är så vått att du kan se oljeglänsande på ytan. Håll ytterligare olja i närheten så att du kan applicera mer under honingsprocessen. Att köra en torr hone även för några få slag kan belasta slipkulorna och permanent minska honens skäreffektivitet.
Steg 4: Ställ in borrhastighet och börja stryka
Sätt in flex-honen i hålet och ställ in borren på cirka 300–450 RPM. Börja stryka honen upp och ner genom hålet i en takt som ger synliga streckmärken. En allmänt citerad riktlinje är att använda en slaghastighet som gör att honen förflyttar sig hela längden av hålet (plus ungefär 1/4 av honens längd förbi varje ände) i en jämn rörelse var 1 till 1,5 sekund.
För en typisk 100 mm hålmotorcykelcylinder med en 90 mm ringrörelsezon är 30–60 sekunders aktiv honing vanligtvis tillräckligt för att avglasa ytan och producera en ny korsstreck. Överslipa inte - överdriven slipning tar bort för mycket material och öppnar spelrum bortom specifikationen.
Steg 5: Stoppa, dra tillbaka och inspektera
Efter 30 sekunders honing, stoppa borren medan honen fortfarande är i borrningen (ta aldrig bort en spinnande hone - kulorna kan fastna i borrkanten och skada den), dra sedan tillbaka den stoppade honen. Torka rent hålet med en luddfri trasa och inspektera ytan under god belysning. Du bör se ett enhetligt streckmönster som täcker hela hålets längd utan några blanka glasade områden kvar. Om glaserade fläckar kvarstår, applicera ny olja och fortsätt finslipa.
Steg 6: Rengör borrhålet noggrant
Det här steget är där många gör-det-själv-motorbyggare gör sitt mest kostsamma misstag. Honing lämnar slipande partiklar och metallskräp i hålytans mikrodalar. Om detta skräp inte avlägsnas helt, fungerar det som inbäddad slipmassa på kolvringar och hålvägg under de första timmarna av motorns drift , vilket orsakar accelererat slitage som permanent skadar hålet och ringarna.
Den korrekta rengöringsmetoden är varmt tvålvatten med en borrborste, inte lösningsmedel. Lösningsmedel som bromsrengöringsmedel eller mineralsprit är bra på att lösa upp olja men avlägsnar inte fysiskt nötande partiklar från hålytans mikrodalar. Varmvatten med diskmedel (den klassiska rekommendationen från motorbyggaren John Erb och senare populariserad av motorbyggaren John Callies) skapar en skrubbande verkan som fysiskt lyfter och bär bort slipande partiklar. Skrubba hålet kraftigt, skölj noggrant med rent varmt vatten, torka sedan omedelbart och applicera ett lager ren monteringsolja för att förhindra snabbrostning (särskilt viktigt för gjutjärn).
Steg 7: Slutlig mätning
Efter rengöring och före montering, mät hålet igen för att kontrollera att det fortfarande är inom specifikationen. En lätt avglasyr med en flex-hone tar vanligtvis bort mindre än 0,0005 tum (0,013 mm) material - försumbar när det gäller dimensionsförändringar. Om dina mätningar visar mer borttagning än förväntat, kontrollera din teknik igen och finslipa grusvalet.
Motorcykelcylindermaterial och hur de påverkar slipmetoden
Cylinderfodermaterialet förändrar i grunden hur du närmar dig honing. Olika material kräver olika slipmedel, olika korn, olika smörjmedel och olika målyta.
Gjutjärnsliners
Traditionella cylinderfoder i gjutjärn - som finns i många äldre japanska fyrtaktare, brittiska motorcyklar och amerikanska V-tvillingar - är de mest förlåtande att finslipa. Gjutjärn innehåller fri grafit i sin mikrostruktur, som fungerar som ett inbyggt smörjmedel. Det finslipar bra med aluminiumoxidstenar och reagerar lätt på flex-hones. Mål Ra-värden för motorcykelhål i gjutjärn är vanligtvis 20–35 mikrotum med konventionella ringar, eller 15–25 mikrotum för ringar med moly-faced. Gjutjärn rostar snabbt - applicera olja på hålet inom några minuter efter att du har slutfört rengöringen.
Aluminiumcylindrar (ingen liner)
Vissa motorcykelcylindrar - särskilt i små tvåtaktsmotorer och vissa moderna fyrtaktare - är kala aluminiumhål utan separat foder. Dessa kräver slipning av kiselkarbid eller aluminiumoxid och noggrann uppmärksamhet på värmeuppbyggnad. Det mjukare aluminiummaterialet tar bort snabbare än järn, och den lösare kristallina strukturen gör att du oavsiktligt kan öppna utrymmen snabbt om du använder för aggressivt grus eller slipa för länge. Våthoning är ännu mer kritisk här - den termiska expansionsskillnaden mellan aluminium och stålhonekroppen innebär att torrhoning skapar mer dimensionell variation i aluminium än i järn.
Nikasil och keramiska komposithål
Nikasil (nickel-kiselkarbid) är den elektropläterade hårda beläggningen som används i hålen i många högpresterande och moderna motorcykelmotorer – inklusive BMW Boxers, Rotax-baserade motorer och många japanska sportcyklar. Keramiska kompositbeläggningar som SCEM (Suzuki Composite Electrochemical Material) och NSS (Kawasaki) fungerar på liknande sätt. Dessa beläggningar är extremt hårda - typiskt 800–1000 på Vickers hårdhetsskala - och kan inte slipas med konventionella aluminiumoxid- eller kiselkarbidslipmedel . Endast diamant eller CBN (kubisk bornitrid) slipmedel kan skära dessa ytor effektivt.
Att slipa Nikasil-hål är specialiserat arbete. Målet Ra är tätare än gjutjärn - vanligtvis 10–20 mikrotum - och diamantslipen måste användas våt med en vattenlöslig skärvätska. Ännu viktigare är att Nikasil-hål som har skadats av etanolförorenat bränsle (etanol får Nikasil att lösas upp gradvis över tiden) kan inte räddas genom att slipa – cylindern måste bytas ut eller bytas ut. Detta har varit ett stort problem på marknader där E10 eller högre etanolblandningar är vanliga, vilket särskilt påverkar äldre motorcyklar i BMW R-serien från mitten av 1990-talet.
Kromfodrade hål
Hårdkromplätering användes ofta i tvåtaktsmotorcykelcylindrar - och används fortfarande i vissa högpresterande och racing-tvåtaktsapplikationer - eftersom kroms hårdhet och låga friktionskoefficient är idealiska för den hamnexponerade borrningsmiljön hos en tvåtaktsmotor. Kromhål kräver diamantslipmedel för slipning, och ytfinishspecifikationerna är snäva. Precis som Nikasil skickas kromarbeten vanligtvis till en specialist.
Skillnader mellan tvåtakts- och fyrtaktsmotorcykelcylinder
De grundläggande skillnaderna mellan tvåtakts- och fyrtaktsmotorkonstruktioner skapar olika slipkrav som ofta förvirrar mekaniker som arbetar på båda typerna.
Tvåtaktscylindrar
I en tvåtakts motorcykelmotor öppnar och stänger kolvportarna insugs- och avgaspassagerna genom att röra sig förbi dem i hålet. Detta innebär att borrningsytan avbryts av portöppningar - honen måste passera dessa öppningar vid varje slag. Kanterna på dessa portar kan fastna i slipstenar och orsaka ojämn skärning eller skada honen.
Tvåtaktscylindrar använder vanligtvis krom- eller Nikasil-hål snarare än gjutjärn, eftersom portarna skulle skapa spänningshöjare i ett mjukare fodermaterial. Att slipa tvåtaktscylindrar med portöppningar kräver korta, kontrollerade slag och noggrann uppmärksamhet på honens in- och utgångspunkter. Många tekniker använder ett avfasningsverktyg för att avgrada portkanterna lätt före slipning för att minska risken att fånga upp slipstenarna.
Kolvringskonfigurationen skiljer sig också: tvåtaktskolvar använder vanligtvis en enkel, tjock ring (ibland två) med en lokaliseringsstift för att förhindra att ringen roterar och fastnar i en port. Gränssnittet mellan ring och borrning i en tvåtaktare skiljer sig från en fyrtaktare, och den erforderliga korsningsvinkeln kan skilja sig åt - vissa tvåtaktsspecialister föredrar en grundare korsningsvinkel på 30–35 grader snarare än 45-gradersstandarden för fyrtaktare.
Fyrtaktscylindrar
Fyrtaktsmotorcykelcylindrar är mer konventionella - en oavbruten borryta från topp till botten, med ventiler som styrs av huvudet snarare än portar i borrningen. Detta gör fyrtaktscylindrar enklare att slipa, och konventionella styva hones och flex-hones kan användas fritt utan att behöva oroa sig för portkanter.
Ringkonfiguration i fyrtaktare - vanligtvis en övre kompressionsring, andra kompressionsring och oljekontrollring - kräver att borrytan stöder oljeretention för oljeringen samtidigt som en tät tätning för kompressionsringarna bibehålls. Den 45-graders kryssluckan är optimerad för denna flerringskonfiguration. Oljeringens expanderfjäder håller de dubbla skenorna mot hålet med betydande kraft, och kryssluckan ger tillräckligt med struktur för oljekvarhållning utan så mycket grovhet att oljeringens skenor inte kan anpassa sig ordentligt.
Vanliga slipfel som förstör motorcykelcylinderborrningar
Även erfarna mekaniker gör misstag som kan undvikas när de finslipar motorcykelcylindrar. Det här är de fel som oftast visar sig som problem med ringsäten, oljeförbrukning eller för tidigt slitage efter en ombyggnad.
Använder fel korn
En grovkornig hone (80 eller 120 grit) som används som en sista finish lämnar ett hål som är för grovt. Ringsätningsprocessen kommer att ta mycket längre tid, och i vissa fall viks topparna av den grova ytan faktiskt över och skapar inbäddade slipande partiklar i borrningsväggen. Omvänt, en finkornig slipning som används på ett hål som behöver mer aggressiv skärning slösar bara tid och laddas snabbt. Matcha gruset till jobbet: grovt för borttagning av material efter borrning, fint (240–320) för slutlig avglasering och krysslucka på en borrning som redan är specificerad.
Inkonsekvent strykhastighet
Ändring av slaghastigheten under ett honningspass ändrar streckvinkeln. Om du går snabbare upptill och långsammare längst ner, kommer du att producera en borrning med inkonsekventa korsningsvinklar från topp till botten - snävare upptill där du saktade ner, grundare längst ner där du accelererade. Detta ger inkonsekvent oljefilmsfördelning och ojämn ringposition. Öva en konsekvent strykrytm innan du applicerar honen på borrningen.
Att inte förlänga honen förbi borrändarna
Om honen aldrig sträcker sig förbi hålets övre och nedre kanter under ett slag, får dessa områden mindre nötande verkan än mitten av hålet. Resultatet är en borrning som är tätare upptill och nedtill (där ringomkastning sker) än i mitten - precis motsatsen till vad du vill ha. Låt honen sträcka sig ungefär en fjärdedel av sin längd förbi varje ände av hålet vid varje slag.
Otillräcklig rengöring efter slipning
Som diskuterats i rengöringssteget ovan lämnar användning av lösningsmedel istället för varmt tvålvatten nötande partiklar i hålet. Konsekvenserna är allvarliga. I en väldokumenterad motorbyggnadsfallstudie visade en motor som byggts om med lösningsmedelsrengjorda (men inte vattenskrubbade) hål, kolvringsslitagemått på 0,003 tum efter 500 miles - en mängd som normalt skulle ta 50 000 miles i en ordentligt rengjord borrning. Det inbäddade sandet fungerar som överlappningsmassa, och när ringslitaget är synligt är själva borrningen ofta skadad utöver nästa överdimensioneringsgräns.
Finslipa en redan överdimensionerad borrning
Mekaniker försöker ibland att finslipa en borrning som redan har nått sin maximala överdimension, i hopp om att rensa bort några poäng eller slitage. Om honing leder till att hålet överstiger den maximala överdimensionerade specifikationen, finns det ingen överdimensionerad kolv tillgänglig för att passa den ordentligt. Mät alltid före slipning och kontrollera att det finns tillräckligt med material kvar för nästa överdimensionerade steg innan du tar bort metall.
Använda en Flex-Hone när tråkigt behövs
En flex-hone kan inte korrigera orunda eller avsmalnande hål - den överensstämmer med den befintliga formen på hålet och sliter alla ytor likformigt, så om hålet är ovalt förblir det ovalt. Out-of-round förhållanden som är större än 0,002 tum (0,05 mm) eller avsmalning större än 0,002 tum kräver borrning, inte slipning. Att använda en flex-hone på en borrning som behöver borras ger dig en borrning med färska streckmärken men fortfarande dålig geometri - och ringar som aldrig kan täta ordentligt.
Avstånd från kolv till vägg och varför finslipning är viktigt
Honing är ytterst i tjänst för att uppnå det korrekta spelet mellan kolv och vägg. Detta är gapet mellan kolvkjolen och hålväggen, mätt vid kolvens tryckyta (vinkelrätt mot handledens stiftaxel) längst ner på kjolen.
Typiska kolv-till-vägg spelrumsspecifikationer för motorcykelmotorer varierar avsevärt beroende på applikation:
| Motortyp | Typiskt avståndsområde | Anteckningar |
|---|---|---|
| Street fyrtakts, gjutjärnshål | 0,001–0,002 tum (0,025–0,05 mm) | Standard OEM-specifikationer |
| Street fyrtaktshål i aluminium | 0,002–0,003 tum (0,05–0,076 mm) | Högre termisk expansion kräver mer spelrum |
| Prestanda/race fyrtaktare | 0,003–0,005 tum (0,076–0,127 mm) | Högre driftstemp, smidda kolvar expanderar mer |
| Tvåtakts, kromhål | 0,002–0,004 tum (0,05–0,10 mm) | Varierar kraftigt beroende på förskjutning |
För snäv frigång orsakar nötning av kolven när motorn når driftstemperatur och kolven expanderar för att stänga det återstående gapet. För stort spelrum tillåter kolvvagga, ökar ringens blow-by, producerar mekaniskt ljud ("kolvslag") och leder ofta till snabb borrning och kolvslitage. Honingprocessen måste kontrolleras tillräckligt exakt för att den slutliga håldiametern är inom 0,0005 tum (0,013 mm) från måldimensionen — en tolerans som kräver noggrann mätning och fasthållen materialborttagning.
När man ska finslipa kontra när man ska skicka motorcykelcylindern till en maskinverkstad
Inte varje cylindersituation kräver samma reaktion. Att förstå gränserna för vad du kan göra hemma kontra vad som kräver professionell bearbetning förhindrar kostsamma misstag.
Gör det själv-slipning är lämpligt när:
- Hålet ligger inom dimensionsspecifikationerna (inom 0,002 tum runt och rakt)
- Hålet är glaserat efter långvarig användning och ringarna sitter inte längre ordentligt
- Nya kolvringar installeras utan borrning, och hålet behöver en ny krysslucka för ringinbrott
- Lätt ytrost eller mindre korrosionsgropar måste rensas upp (även om djup gropbildning kräver tråkning)
- Borrningsmaterialet är gjutjärn eller standardaluminium - inte Nikasil eller krom
Professionellt verkstadsarbete krävs när:
- Borrningen är mer än 0,002 tum ur rund eller avsmalnande — borrning behövs
- Cylindern har djupa skåror efter att kolven har fastnat - borrning eller omplätering krävs
- Borrningsmaterialet är Nikasil, keramisk komposit eller krom - specialiserade diamantverktyg behövs
- Spelet mellan kolv och vägg måste ställas in exakt för att acceptera överdimensionerade kolvar
- En tvåtaktscylinder med portskada som sträcker sig in i borrytan
- Alla situationer där dimensionell precision bättre än ±0,001 tum krävs
Maskinverkstadspriser för motorcykelcylinderborrning och -slipning varierar vanligtvis från $40 till $120 per cylinder beroende på borrdiameter, material och region. För en motorcykelcylinder som behöver genuin geometrisk korrigering är detta väl använda pengar - att försöka fixa en skev eller överdimensionerad borrning med en flex-hone på $20 från en bildelarbutik kommer bara att resultera i en cylinder som fortfarande behöver maskinverkstaden, plus en bortkastad flex-hone.
Ringinbrott efter slipning av en motorcykelcylinder
En ordentligt finslipad motorcykelcylinder är bara början. Ringinkörningsprocessen – de första timmarna av drift efter montering – avgör hur väl ringarna anpassar sig till hålet och hur länge motorn kommer att bibehålla god kompression och låg oljeförbrukning.
Under inbrott slits de höga punkterna (topparna) av korsstreckmönstret gradvis ner under ringtryck, vilket skapar en platåyta där ringarna åker på platttoppar med oljekvarhållande dalar mellan sig. Denna platåslipningseffekt inträffar naturligt under inbrott, men den kräver att den initiala ytfinishen är korrekt — om Ra är för grov tar inbrytningen för lång tid och ringförslitningen är överdriven; om den är för slät kan ringarna inte generera tillräckligt med friktion för att anpassa sig ordentligt.
Inbrottsprotokoll för motorcykelmotorer
- Starta motorn och låt den nå driftstemperatur - vanligtvis 5 till 10 minuter vid varierande gaspådrag, undvik fortsatt tomgång.
- Stäng av motorn och låt den svalna helt till rumstemperatur. Denna termiska cykel hjälper till att fästa ringarna genom att tillåta hålet och kolven att expandera och dra ihop sig, för att anpassa ytorna till varandra.
- Upprepa värmecykelprocessen två till tre gånger innan den första turen.
- Under de första 500 milen, variera gasen kontinuerligt och undvik långvarigt höga varvtal – detta förhindrar glasering av ringarna i ett delvis sittande läge.
- Byt motorolja vid 500 miles för att ta bort metallpartiklarna som produceras av ringens sätesprocess.
- Undvik lätta gaspådrag och undvik ihållande höga varvtal tills det första oljebytet är klart. Båda ytterligheterna förhindrar korrekt ringplacering.
En välslipad motorcykelcylinder med korrekt inbrutna ringar kommer att visa stabila kompressionsavläsningar med 500–1000 miles och bör bibehålla dessa avläsningar under motorns livslängd. Om kompressionsavläsningarna fortfarande stiger eller varierar avsevärt efter 1000 miles, är det ett tecken på att slipningen eller inkörningsprocessen inte var idealisk.
 Motorcykelcylinder i aluminiumlegering för Yamaha-motordelar")

 slitstark Yamaha motorcykelcylinder i aluminiumlegering")
 hållbar Yamaha-motorcylinder")
 Yamaha högpresterande motorcykelmotorcylinder i aluminium")
 Yamaha motorcykelkomponenter i aluminiumlegering")
 Yamaha motorcykelcylindermotordelar")
 Yamaha vattenkyld motorcylinder i aluminium")
